
Hi all -
I thought this might be useful to those who use a lathe .
I struggled making domed fasteners for my ES2 by roughing out with straight cuts using the compound tool post then finishing by hand with files , etc. A little searching around the internet found various fixtures with varying levels of quality and cost so I thought I would make my own. The cost for all the materials was under $ 150 USD.
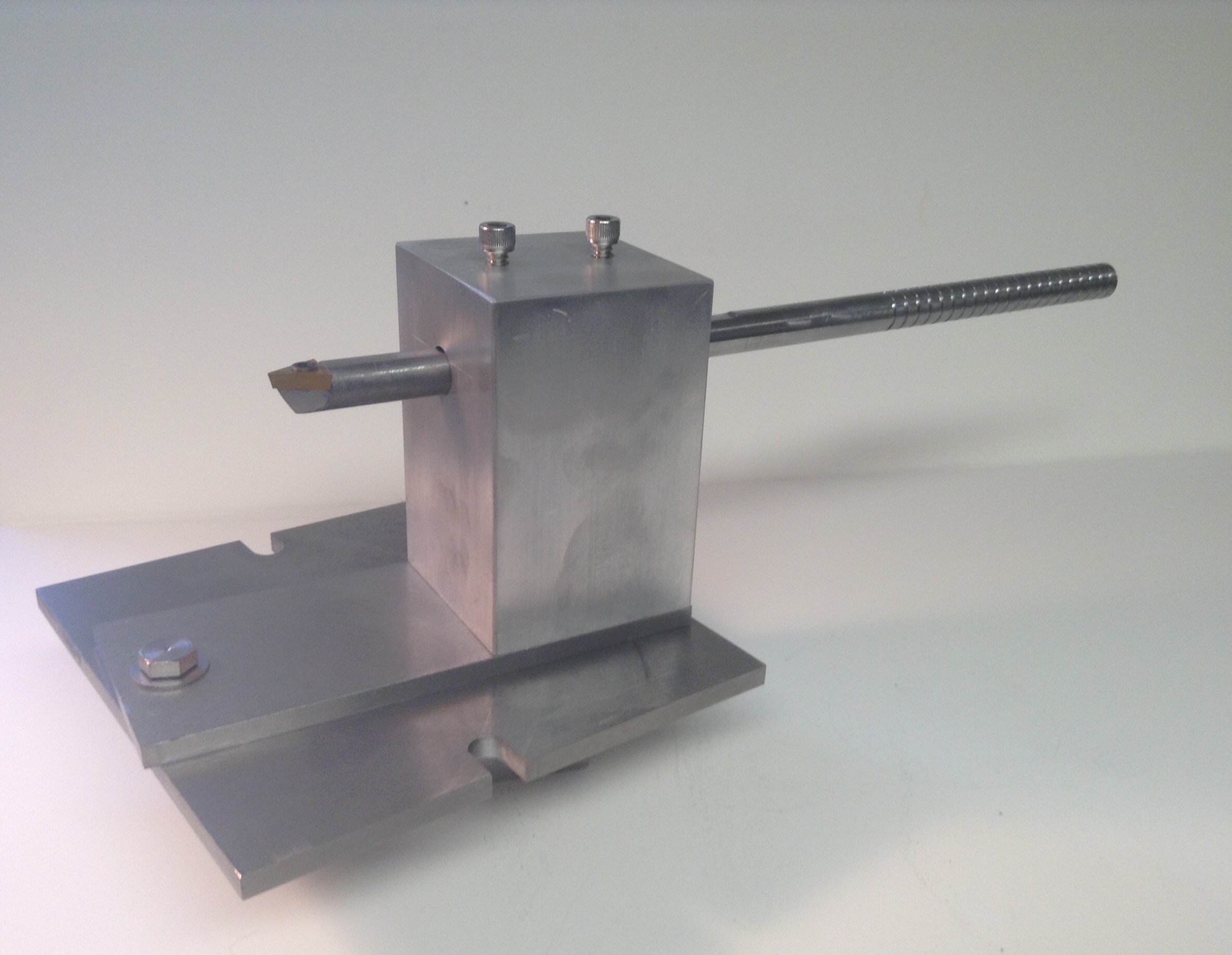
As shown this unit will cut radii from 0" to 2 7/16" and swing through 23 degrees of arc from center - more than enough for any fasteners involved. By using countersunk flathead fasteners for hold down one can gain a full 90 degrees of arc for hemispheric facings as this will allow the radial arm to pass over the hold down. A larger base plate would benefit this as it would offer more support beyond 25 degrees or so.
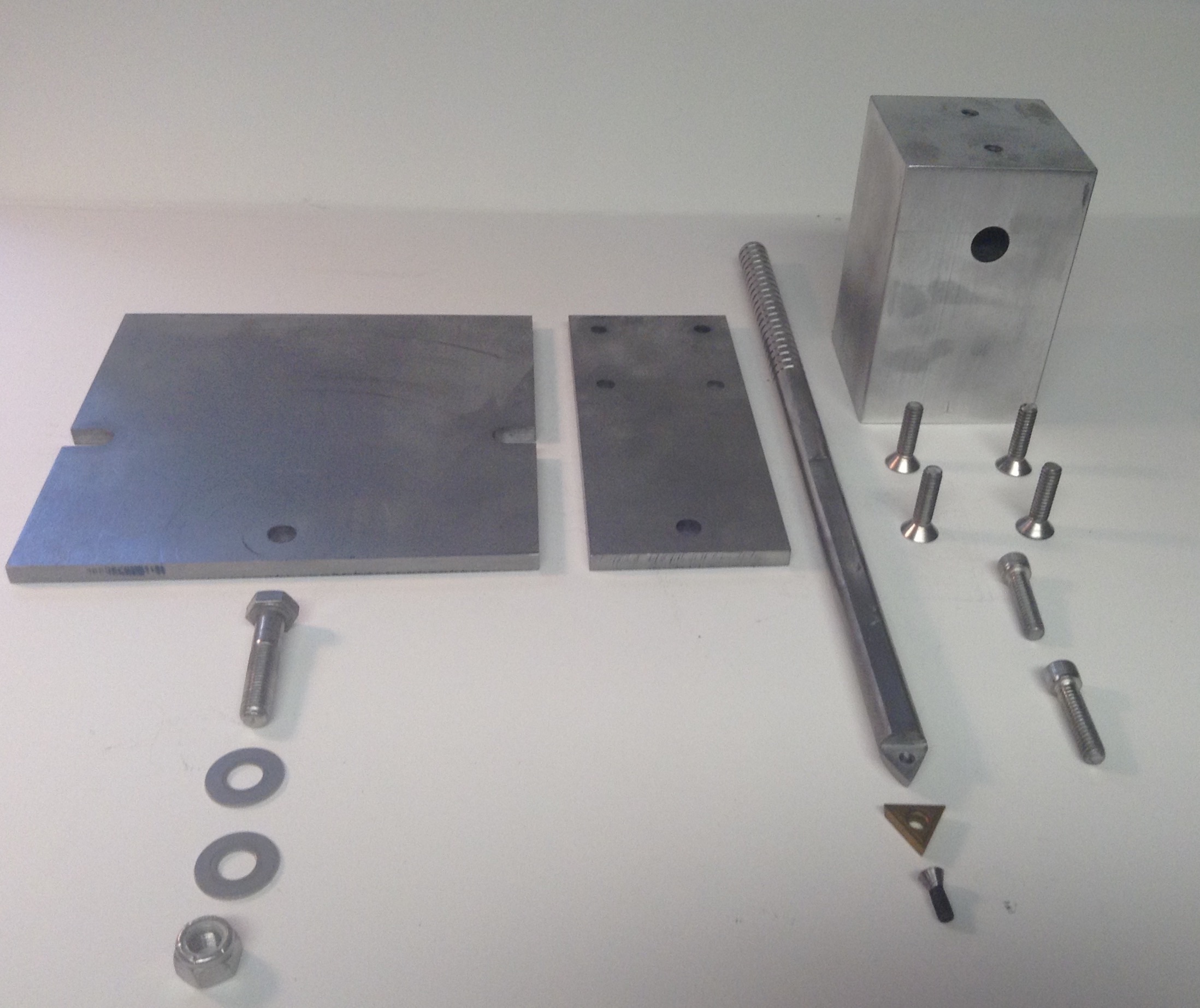
Here is a list of materials -
1/4" x 6" x 6" precision ground steel - base plate (1)
1/4" x 2 1/2" x 6" precision ground steel - radial arm (1)
1/2" dia. x 12" precision ground steel - cutter handle (1)
2 1/2" x 2 1/2" x 6" aluminum block - turret (1)
5/16" x 1 1/2" Hex bolt w/ washers/ nut - pivot bolt (1)
1/4" x 20 x 1 1/2" FH screws - turret/arm fasteners (4)
1/4" x 20 x 1" socket head cap screws cutter handle clamps (2)
indexable cutter with screw (1)
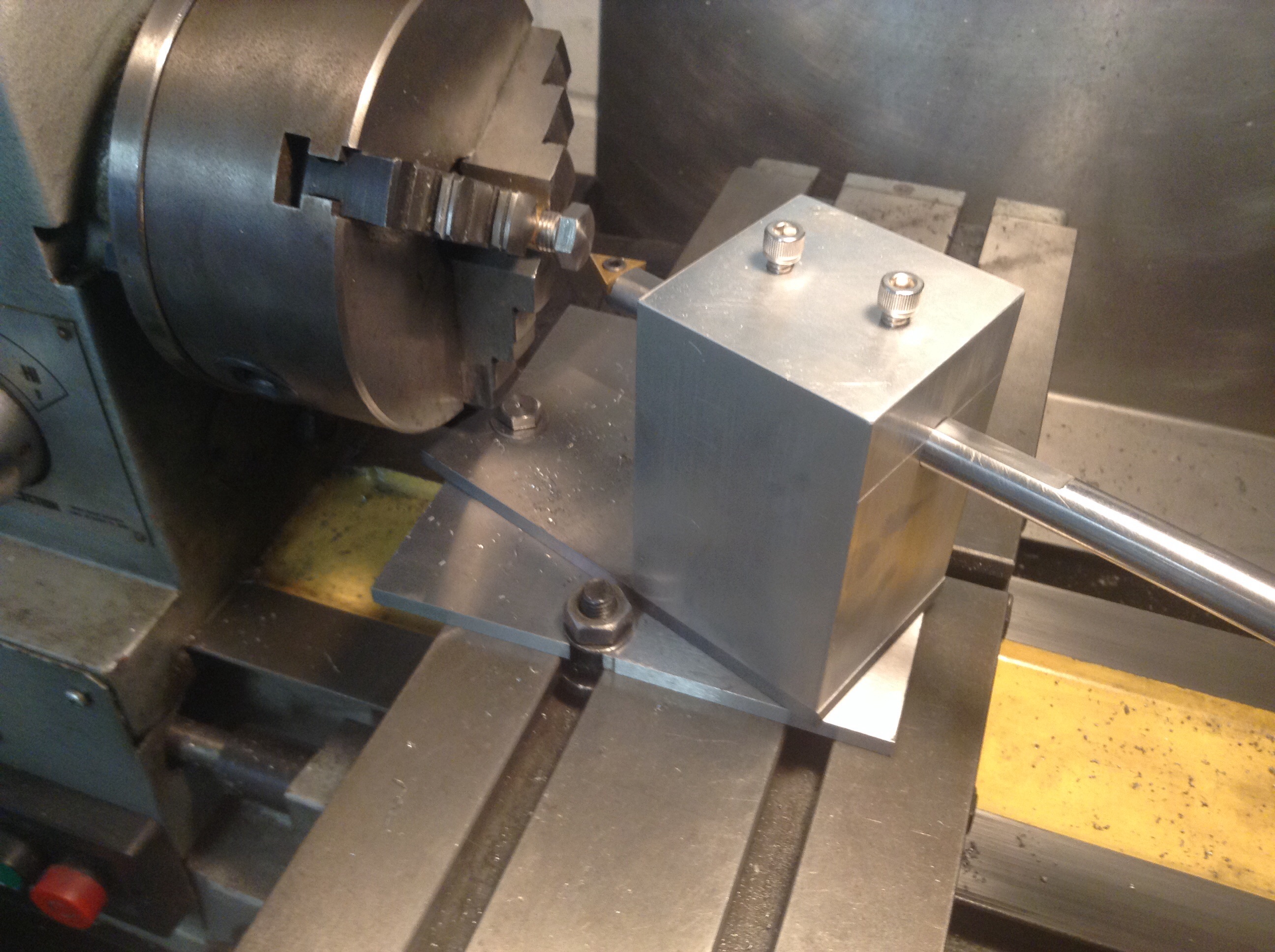
Keep in mind that the combined thicknesses of base, arm and pivot bolt head and washer must clear the bottom of the lathe chuck.
Lovely job. I did buy some…
- Log in to post comments
Excellent
I'm afraid I'm one of the barbarians who's happy to put flat headed bolts in my Norton (although I do face any markings off) but that looks like a good project.
I would guess that you could just use an existing 4 way tool post and a standard HSS tool rather than making a new tool post and tool? TBH, you don';t need absolute precision for what is essentially a cosmetic job.
But well done and something to consider for the future.
- Log in to post comments
Cost effective
Hi Richard
I like that, a cost-effective route to better looking stainless bling.
Thanks for sharing.
Katherine Scott
- Log in to post comments
Thanks everyone for the kind…
Thanks everyone for the kind words -
As I am blowing my retirement funds on tarting up my Commando project with SS bling this will make things a bit easier. I've spent the money put aside for a hearing aid on a mint 1990 Honda GB 500 ( I like Hondas as well ) - so I may die a happy albeit starving and unhearing man.
Ian - I suppose one could adapt a standard tool post but the cutting tool would need to have significant reach to give you the ability to change radii . I think adapting an existing unit might be more work than making from new - this entire project only took two afternoons to complete. I am a big fan of replaceable indexing cutters - the t.i.n. coated ones last a long time - carbide even longer . Each one has three cutting noses so at $ 15 each or so that equates to $ 5 per cutter . Hardly worth the hassle of grinding new bits for general work .
Also I should note that I buy most of my needs for machining from McMaster Carr - they are an amazing organization - hundreds of thousands if not millions of items in actual inventory - fantastic easy to use website- if I order in the morning I have it in hand the following day- and in all these years only once was something out of stock .
- Log in to post comments
I understand...
If you need various different radii. However, if all you're doing is bolt heads then they'd all be the same radius so my crude solution would probably do the job.
I always find I can spend longer making attachments for the lathe than actually using it to make stuff.
I'm still old school HSS tooling although this is partly because I have tons of the stuff and I'm tight fisted!
- Log in to post comments
I have found it best to play…
Hi Ian -
Thanks for the interest you have shown . I have found it best to play with the radius a bit - the greater the radius the less rise for a given chord . The chord in our case when doming bolt heads is the distance across flats . Cutting at a fixed radius on different size bolts produces different looks - this is cosmetic and subjective of course until you have a radius that is too small with its consequent greater rise for a given bolt and you wind up with very little face left on the flats for the wrench ( oops - spanner ! ) to bear upon .
I understand completely about the ratio of time spent creating tooling vs time spent using said tooling - if I were doing this for income I would have been broke a long time ago.
Cheers - Richard
- Log in to post comments
Yes, of course
You're right. I'll put this in the (steadily increasing) pile of projects for a rainy day / week!
- Log in to post comments



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Lovely job. I did buy some domed 1/4" BSF for mudguard stays from Russell Motors last autumn.