
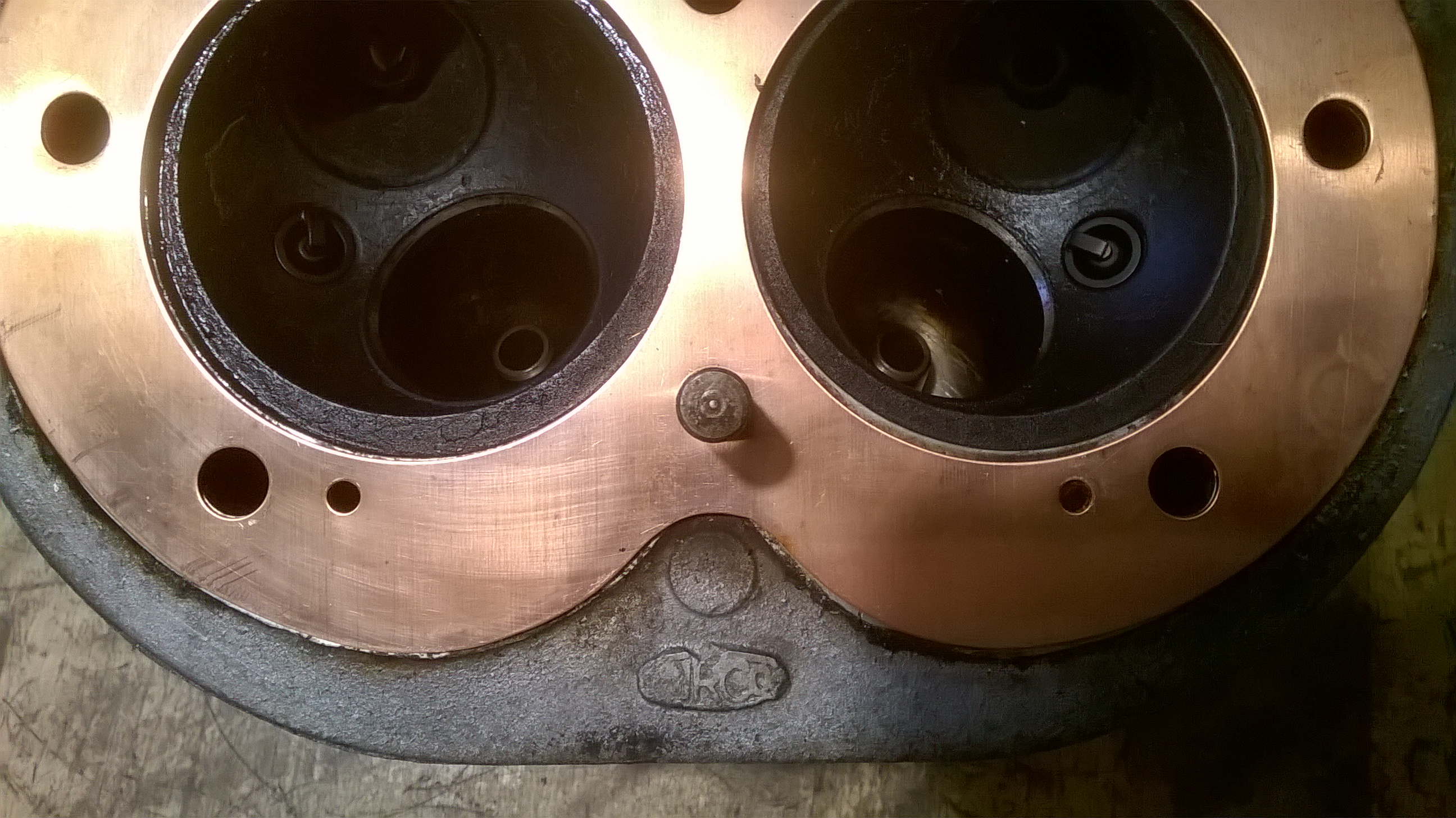
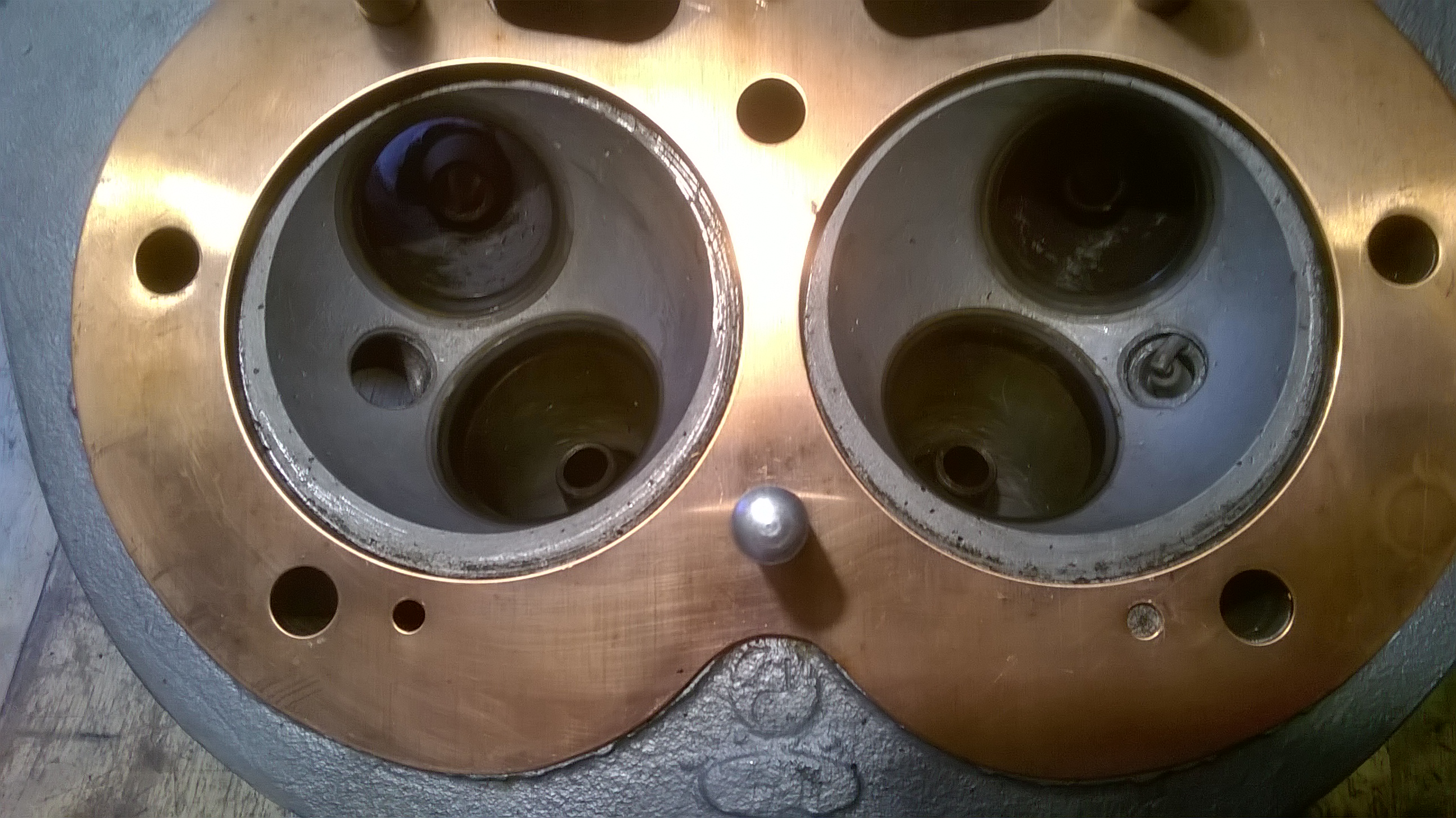
This is the second time i have come across a cylinder head that has one of its combustion chambers machined in the wrong place. The photos show the cylinderhead in question and another head that has them in the correct place. I have used a new copper gasket to high light the error. Reversing the gasket shows the same error. Lefthand side approx 2mm out of line
Quality Control
- Log in to post comments
Seen it myself

The measurements is from the stud to the bore edge of the other combination chamber so the difference is clearly visible.
Regards, Al.
- Log in to post comments
Surely this is pre…
Surely this is pre-Specsavers machining!
Nothing unusual for AMC. I have a 1953 Matchless G9 cylinder head in similar shape.
It also has one of the holding down nut/spacer pressure areas showing the initial machining starting point being stopped half way and repositioned correctly by 2mm!
Needless to say, it still functions using eyeletted head gaskets torqued down 2/3 times within the first 50 miles or so.
- Log in to post comments
A good design is one that…
A good design is one that can withstand a dose of bad workmanship. That's why a 16H is such a magnificent machine.
- Log in to post comments
Another check
Would it be possible to sit the head on the cylinders and have a look down the bore to confirm the error?
- Log in to post comments
hello, with that, it makes…
hello,
with that, it makes you wonder what datum points were used to align everything else. like valve angles and there position ect.
barry
- Log in to post comments
Norton, top name not top…
Norton, top name not top make!!! Compare the casting that Norton were using in the 70's and compare one from a 50's BSA.
- Log in to post comments
Casting error?
I wonder if the position of the machined combustion chambers has to match the position of the cast inlet and exhaust port openings? Very easy to get the mould inserts a bit displaced when casting the head.
As Paul indicates, everything was machined individually, by rack of eye, and with the help of a few holding fixtures. Nothing numerically controlled in those days.
And as David suggests, having no valves in the head removes a lot of the problems.
Just a thought from someone working in a machine shop in the times when those heads were machined. Piecework rates made you fairly 'creative'.
Peter
- Log in to post comments
There is a story...
... probably apocryphal, that when Norton manufacture was moved to Plumstead they had great difficulty in maching some components accurately. Eventually someone asked one of the old machinists from Bracebridge Street why this might be. The answer? When the machinery was moved they's left "the plank" behind. Apparently said plank was used behind the lathe headstock to stop it wandering about. What is definitely true is that many of the machine tools were pre-war - but which war is uncertain!
- Log in to post comments
Hello ,i suppose mistakes…
Hello ,
i suppose mistakes can be made in machining. like the time i had a head skimmed on a car i had. i rebuilt the engine and gave the car a run up the road. it would pink at and above two and a half thousand revs . all ok with timing ect. so i took the head off again to have a look. on checking i found the head had been skimmed like a wedge. not level. i must have had one of the first variable compression car engines :)
barry
- Log in to post comments



{kind=link}
{kind=link}
By the time that 860 Commandos were being produced, NVT were telling the world about how good their machining had become.
That crankshaft flywheels could be reversed in position and cylinders no longer needed a base gasket.