
In a recent post Dan mentioned he had had some success with aluminium solder. I have a small crack in my chaincase where the case bolt that goes through the stator - formost bolt, has been over tightened and cracked the case. I thought I might have a go at soldering this with one of the rod kits available. Could anyone tell me what brand works best and how do you get the oil out of the aluminium edges - heated or solvent etc. From what I have read these rods are now much better and do not need a stainless brush etc.Related to this, the case is cracked because there is a gap between the mating face inside the chaincase and the stator, approx 5 mm but I will measure tomorrow. Is this normal or a case of the stator being either wrong or incorrectly fitted.
I used some solder to fix…
- Log in to post comments
Hi Dan....I have been temp…
Hi Dan....I have been tempted to buy some of this Aluminium "solder" such as "Lumiweld"...is this the same?
I have an AMC alloy chaincase with a "dink" in it of about the 10mm diameter and wanted it filled before polishing. Do you think Lumiweld could be used for this job to make an invisible repair or would it be better to get it filled by TIG welding? The main concern is colour so are the solders a similar silver as the original bike alloys please?
Les
- Log in to post comments
They do not match the orig…
They do not match the original alloy especially after polishing, tried it once and now only use it for internal repairs. The high Tin content means it shines more than the aluminium alloy after polishing and stays shiner as oxides reform. All the alloy welding repairs I have had done subsequently have been invisible and the welder is glad its brit alloy not jap alloy he is welding.
- Log in to post comments
John is right the colour i…
John is right the colour is a bit different, I have tried lumiweld and never had much success, it requires the area to be clean and brushed with a stainless steel brush. The one I bought at Telford (also saw it at Bristol) is a softer wire and doesn't need to be so clean, just degreased. The seller reckoned that the solder combined with the aluminium to make a welded joint, which I sincerely doubt at blowtorch temps but it has worked repairing 2 stroke silencers and my chaincase! Still cant remember the name tho!
- Log in to post comments
There used to be two versi…
There used to be two versions of this 'low temperature' alloy welding kit available in the UK. Technoweld & Lumiweld. Both used the same method and materials for joining chunks together or filling holes in either Aluminium, Zinc and Mazak.
There is a bit of a technique that needs learning to get good results but I have generally been successful and pleased with my efforts. Which include fixing broken brake/clutch levers, stripped crankcase threads, brake shoe hooks and cracked mounting holes.
The biggest drawback of using this Alumnium quickfix is the finish. As mentioned above you get a very bright shiny look to start with followed by a rapid oxidising to grey after weathering.
Attachments
Lumiweld%20Fix%202.JPG
lumiweld-fix-jpg
- Log in to post comments
Thanks all for your commen…
Thanks all for your comments, one of my concerns through reading about this was that I would not get the chain case hot enough due to its size, but that is clearly not an issue given a small hearth and good torch. The other was cleaning the part, but I will give soap then acetone a go with strain relief holes at end of crack and use a file to create a v slot front and back. Looks like it is worth a punt. When ready I will post some photos of process. Need to find the solder that does not need stainless steel brush though as this seems to be the one.
- Log in to post comments
I think this might be it,…
I think this might be it, I'm checking with a friend, we went halves, it goes a long way, and I'll see if I have any pics of my repair.
http://www.ebay.co.uk/itm/Aluminium-Soldering-welding-wire-Strength-Of-Mild-Steel-/252527400491?hash=item3acbce562b:g:EM0AAOxyKsZRtJpb
- Log in to post comments
Thanks very much John and…
Thanks very much John and Dan...Now I know I won't bother to buy any so saved myself a few quid. I'll get the hole (and other parts Like cylinder head fins) repaired with TIG welding...Do you know any Alloy TIG welders Dan not too far from me, that you you could recommend to me please? Don't know any up here near Taunton.....Les
- Log in to post comments
Have a word with JEK fabri…
Have a word with JEK fabrications in Chard he does some stunning work. http://www.jekfabrications.co.uk/ his dad Ed has a bike repair shop too. And to add to his family's fame his other son, Al, is world champion shoe repairer!
The other person I use is Tim Stevens in Beer, http://www.beerdiveandguns.uk/ don't worry about the diver bit, he's a good welder!
- Log in to post comments
Or come and have a look at…
Or come and have a look at my box of heads and see if there's one thats better than yours!
- Log in to post comments
Excellent Dan...very much…
Excellent Dan...very much obliged. Chard and Beer are not too far as is Honiton, which I went through for a day in Sidmouth yesterday...Will deffinitely come round for a visit soon hopefully...BTW...Sidmouth has a big Classic car show this Saturday I noticed....don't think there are bike though....pity:http://www.sidmouthclassiccarshow.co.uk/
Back to Andrew's problem, (my apologies for wandering off subject slightly).... perhaps the best thing is for him to get it proffessionaly TIG welded locally too.
Also his problem of ": Related to this, the case is cracked because there is a gap between the mating face inside the chaincase and the stator, approx 5 mm but I will measure tomorrow. Is this normal or a case of the stator being either wrong or incorrectly fitted."
This part does not seem to have been responded too yet.
Les
- Log in to post comments
I don't have a lightweigh…
I don't have a lightweight but even so it's hard to believe Norton expected another company (WIPAC?) to supply the stator ready machinedto match the same tolerances that Norton achieved on their notoriously old machinery. Is there a machined face inside the cover to match the stator?
Some lesser marques fitted the stator to the cover (as I understand it). That must have made setting out more difficult but presumably they had jigs to do it and the cover was probably dowelled to the crank case. But as for fitting both at the same time - seems unlikely. It would present manufacturing problems for no benefit.
Interesting stuff about aluminium 'weld' or solder. Deserves to be under the 'General' heading I should have thought. I'm wondering if it would be good enough to fix some damaged crank case connecting bolt lugs on a rather rough looking spare 16H engine that's lying in my garage? Someone appears to have played football with it.
- Log in to post comments
Previously David Cooper wr…
Previously David Cooper wrote:
I don't have a lightweight but even so it's hard to believe Norton expected another company (WIPAC?) to supply the stator ready machinedto match the same tolerances that Norton achieved on their notoriously old machinery. Is there a machined face inside the cover to match the stator?
Some lesser marques fitted the stator to the cover (as I understand it). That must have made setting out more difficult but presumably they had jigs to do it and the cover was probably dowelled to the crank case. But as for fitting both at the same time - seems unlikely. It would present manufacturing problems for no benefit.
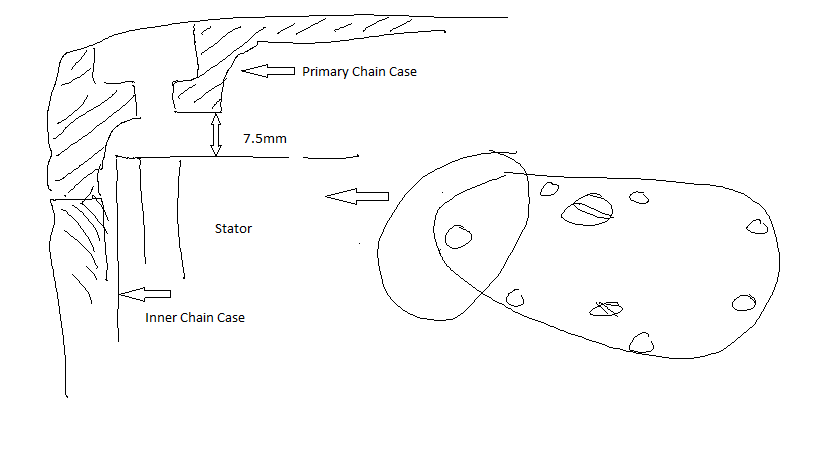
Hello David, that's the funny thing, the most forward Chaincase bolt hole has a machined face that lloks like it should sit on the stator, but measuring it yesterday, there is a gap of approx 7.5mm between the stator and the sholder in thje chaincase. The stator sits approx 10.85mm proud of the secondary casing. for the main
Interesting stuff about aluminium 'weld' or solder. Deserves to be under the 'General' heading I should have thought. I'm wondering if it would be good enough to fix some damaged crank case connecting bolt lugs on a rather rough looking spare 16H engine that's lying in my garage? Someone appears to have played football with it.
Hello David,
that's the funny thing, the most forward Chaincase bolt hole has a machined face that looks like it should sit on the stator, but measuring it yesterday, there is a gap of approx 7.5mm between the stator and the shoulder in the chaincase. The outer face of the stator sits approx 10.75mm proud of the secondary casing. For the outer chaincase, the distance between the inner bolt face and the edge is 18.45mm. I think I would turn a spacer to make up the gap. Difficult to explain in words....
Attachments
cc.png
- Log in to post comments



{kind=link}
{kind=link}
I used some solder to fix my chai case where the footrest had hit it. I can't remember the name but bought it off a roll from a Belgium guy at a show, it doesn't need a stainless wire brush you just agitate the weld area with a sharp edge to break through the oxide.
If I was repairing a crack, I'd drill a small hole to stop it spreading, clean the area with a solvent and have a go! I have a chain case where the inside mating area is broken, but I haven't looked at mending it yet!
If I remember the make of my stuff I'll post it up.